


产品详情

一、焊接工作站介绍
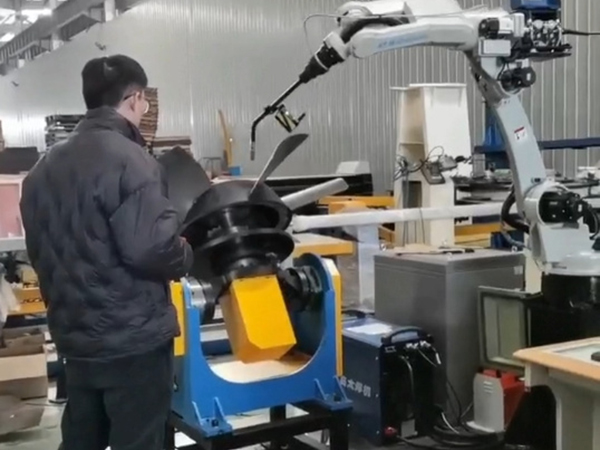
本系统设备由焊接机器人系统、双轴变位器、激光视觉引导系统、焊接系统组成。本设备用于替代人工完成离心风机叶轮自动化焊接,焊接过程中不需要人工干预,人工操作只需要焊接前的上料、和焊接后的下料,焊接轨迹由激光视觉引导实现自动化引导,焊接高度、前后、左右、姿态旋转自动调节。
1)现场环境要求
1)环境温度:0~45℃;2、相对湿度:20~80%RH;3、振动:振动加速度小于0.5g;
4)电源:三相380V;频率:50HZ;
电压波动范围:+10%、-15%;
单站容量:机器人焊接用电源:35KVA;
5)压缩空气:5kgf/cm2(需滤出水、油);
6)现场无腐蚀气体。
2、产品及要求
1)焊接前状态:工件在前道工序已点焊好;
2)焊接方法:气体保护焊(80%Ar+20%Co2);
3)焊接产品:风机叶轮;工件的旋转直径范围离心叶轮400~1200mm;工件的最大重量400KG(含夹具)。
大于这规格可以按要求定制。
4)工件被焊部位及定位部位无毛刺,锈蚀,油污等影响焊接质量的缺陷。
5)精度要求:零件间对接焊缝间隙小于2.5mm,角接焊缝间隙小于2.5mm。
6)焊接后状态:成品(因工装与工件及焊枪干涉,存在焊接盲点的,由人工补焊)。
3、总体介绍
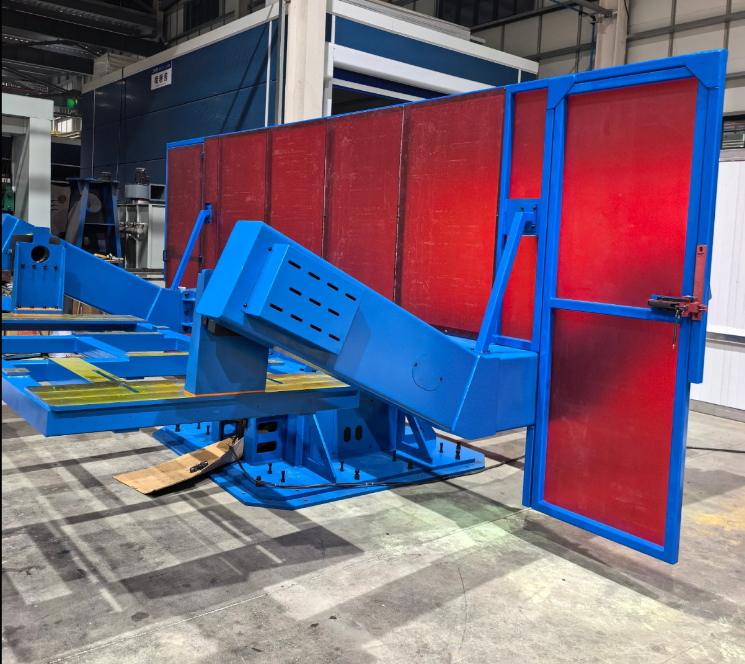
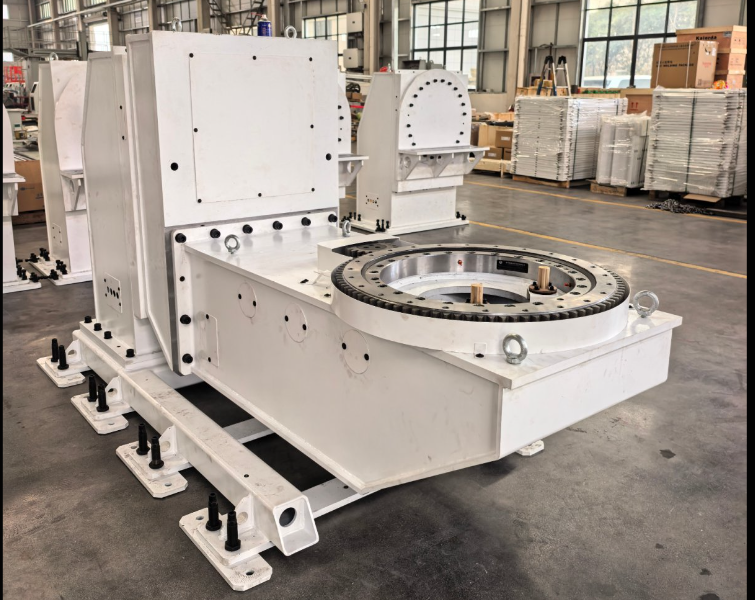
该系统包括六轴焊接机器人、奥太焊接电源、P型变位机、电气控制系统、激光引导视觉系统、定制焊枪等构成。
该工作站具备各个动作之间信号连锁以及互锁以杜绝误操作的发生,以提高整个工作站的总体性能。
四.工艺流程
1、工件的一般要求为适应机器人焊接生产,提高工作效率,工件注意事项:
1)零件间对接焊缝及角接焊缝间隙小于焊丝半径0.5mm;
2)工件焊接位置表面应无油、锈、污物,以免产生气孔等缺陷。2、操作过程
3)人工将工件放在工作台上定位手动夹紧,按下“启动”按钮;B、机器人启动到达焊接位置,完成焊接;
4)机器人焊接完成后复位;
5)人工卸下工件,完成一次工作循环。
关键词:




在线咨询
推广焊接和切割自动化相关技术。
✓ 24小时内回复
✓ 现场调试
✓ 售后服务人员提供周到服务
✓ 官方网站: www.xbjqrkj.cn
Copyright © 2024 新宝机器人科技(南通)有限公司 All Rights Reserved | 苏ICP备19061139号

